How computer vision is optimizing processes, ensuring quality and safety, and offering economical solutions for complex industrial challenges.
08/10/2024 - By João Kudo, Operations Manager at Vetta
Monitoring processes and operating conditions traditionally uses sensors to measure physical variables or detect objects and people, such as temperature and flow measurements or object detection and laser profile measurement. There are detection or measurement needs where conventional sensors are sometimes not adequate and/or may not be economically viable.
In this context, computer vision can assist with measurements that would be much more complex and expensive or unsuitable with conventional measurement methods. Thus, computer vision supports various areas, particularly inspection activities in the fields of quality, maintenance, and operation.
In what contexts can computer vision be applied?
• QUALITY CONTROL - Computer vision can be a valuable tool for performing quality inspections and enabling automated quality control of production processes and finished products instead of manual inspection. Properly configured systems based on computer vision and smart cameras significantly reduce issues related to product quality, finding defective elements and minimizing errors caused by inefficiencies in manual verification.
• MAINTENANCE - In the same line of inspection, which traditionally can be performed manually, systems can be designed for the inspection and prevention of equipment failures or measurement of consumable wear, increasing predictability and the need for maintenance shutdowns.
• OPERATION - In operations, computer vision can increase production efficiency and improve the traceability of products and semi-finished goods. It can also serve as an operational aid for mobile equipment when visibility is limited.
In general, human productivity is limited and depends on many factors, such as fatigue, for example. In this case, computer vision can act as a tool to detect operator fatigue and increase operational safety. Computer vision can also be used as an automatic control to ensure the correct use of appropriate protective equipment, such as helmets, safety glasses, and vests.
Some practical applications of computer vision include:
• Detection of foreign objects in production lines or access routes;
• Identification of operating conditions;
• Detection of byproduct generation;
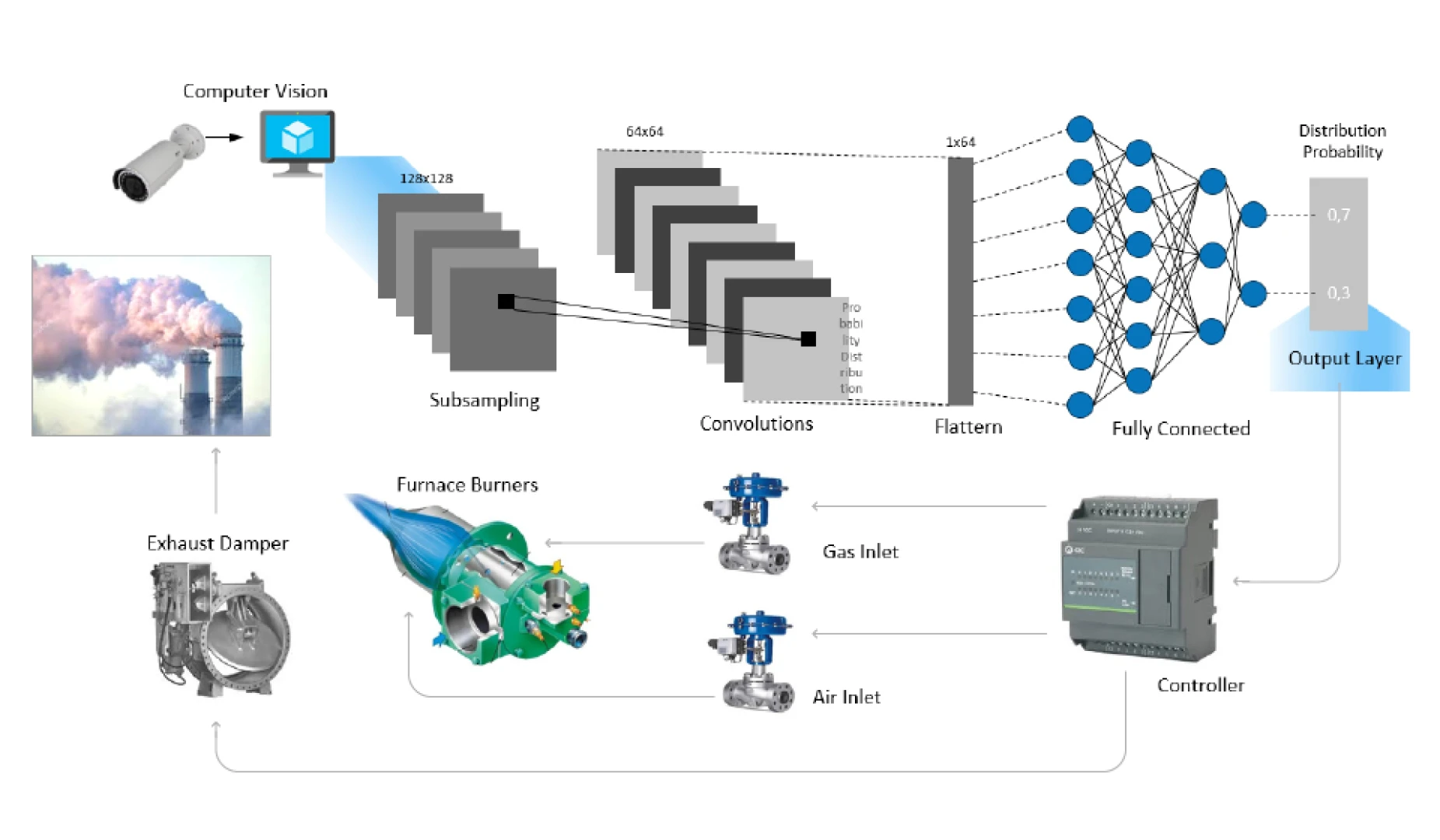
Figure 1 - NOx Detection Estimated with Computer Vision
• Identification of people in risk areas or restricted access areas; • Identification of the use of PPE by employees;

Figure 2 - PPE Detection and Identification
• Inspection of cracks or irregularities/defects in products; • Measurement and counting of products; • Measurement of component wear; • Identification and reading of equipment labels through Optical Character Recognition (OCR).
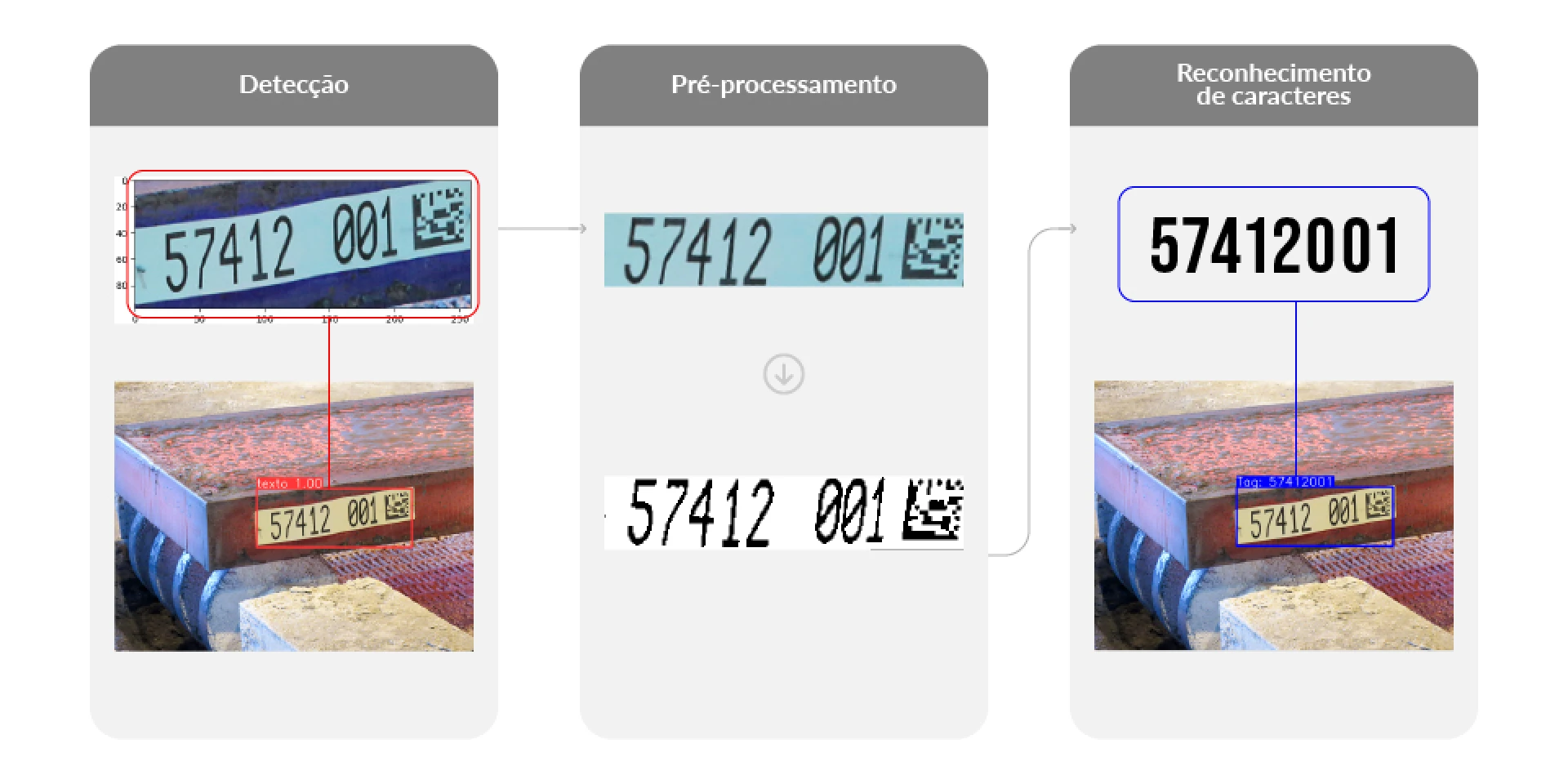
Figure 3 - Optical Character Recognition (OCR)
More important than having computer vision tools to identify problems or anomalous situations is the ability to process such information and provide the appropriate steps for adequate solutions. It is not enough to detect; the computer vision system must be properly designed as a component of a system to analyze and react to the problem aligned with OT/IT governance and architecture.
Additionally, many computer vision solutions decrease performance due to environmental changes, such as degradation or replacement of lighting systems and dust accumulation on lenses or camera housings. In these situations, continuous monitoring and maintenance are necessary to ensure that the computer vision system does not underperform beyond expectations.
Many computer vision initiatives do not achieve their potential benefit or are discontinued for not considering all the technical challenges of the solution. Do you have a challenge that could be solved with computer vision? Would you like to know more about the topic? Contact Vetta.